


اصول خمکاری ورق فولادی
ما در این مقاله قصد داریم شما را با اصول خمکاری ورق فولادی آشنا سازیم. برای اینکه بتوانیم این اصول را بهتر درک کنیم باید ابتدا در مورد ورق های فولادی اطلاعاتی داشته باشیم. پس با ما همراه باشید:
برای کسب اطلاعات بیشتر در زمینه ی انواع ورق های فولادی و کاربردهای آنها بر روی این لینک کلیک نمایید.
یکی از خصوصیات بارز ورق فولادی خاصیت شکل پذیری آن است.این خصوصیت باعث شده است این ورق های با ارزش در همه ی زندگی ما تاثیرات قابل توجهی داشته باشند ما در این مقاله قصد داریم در مورد اصول خمکاری ورق فولادی صحبت کنیم.

خمکاری
در انواع کارهای ورقکاری به موارد زیادی برخورد میکنیم که برای تأمین فرم مورد نظر، افزایش مقاومت در مقابل خمش، جلوگیری از آسیب به دست، ایجاد اتصال و غیره نیاز به خمکاری وجود دارد. وسایل و ماشین آلاتی که برای این منظور بکار میروند متنوع بوده و با هر کدام خمهای معینی را میتوان به وجود آورد.

خمکاری ورق های فولادی چیست؟
خمکاری در کل به فرایند تغییر شکل ظاهری اجسام گفته می شود که در آن فلزات با استفاده از دستگاه های مورد نظر تغییر زاویه داده و مورد استفاده قرار می گیرند. در فرایند خم کاری فشار به قسمت داخلی ورق و کشش به قسمت های بیرونی ورق وارد میشود که همین امر موجب به وجود آمدن برگشت فنری در منطقه خم میشود.
ایران در زمینه خمکاری ورق های فولادی پیشینه بسیاری دارد. اکثر وسایل فلزی که همه روزه با آن سروکار داریم با استفاده از خمکاری فلزات به وجود آمده تا بتوان مورد استفاده قرار گیرند.
از جمله وسایل پر کاربرد در منزل: سینی های فلزی، کتری، سماور، ظروف فلزی، قطعات تزیینی، لوسترها و همچنین در صنعت جهت ساخت ساختمان، کارخانجات، کشاورزی و ماشین آلات صنعتی را می توان نام برد.

انواع خمکاری ورق های فولادی
به طور کلی جهت خم کردن ورق های فولادی یا فلزات از موارد زیر استفاده می شود:
- خمکاری فلزات با استفاده از نیروی ماهیچه ای که توسط اپراتور انجام می شود.
- خمکاری فلزات با استفاده از نیروی اهرم که با استفاده از آن می شود ورق های ضخیم را خم کرد.
- خمکاری فلزات با استفاده از قالب های تو خالی که با کمک این روش شکل های مناسبی نظیر گنبد یا عدسی ته خازن را تولید نمود و خطوط حاصل از خمکاری را می توان در درون قطعه قرار داد.
- خمکاری فلزات با استفاده از خلاء که این روش با استفاده از فشار هوا صورت می گیرد و این امکان را به اپراتور می دهد که کنترل بیشتری بر روی ضخامت قطعه داشته باشد.
- خمکاری فلزات بدون قالب که در این روش با استفاده از ماشین های خمکاری مخصوص فلزات فرم داده می شوند.
روشهای خم کاری فلزات
روش مناسب انتخاب خم کاری فلزات را باید با توجه به مواردی مانند: جنس، ضخامت و میزان خمش ورق در طرح مورد نظر، بررسی کرد تا مشخص شود خمکاری را میتوان به صورت گرم و یا به صورت سرد انجام داد. تمامی ورق های فولادی با توجه به میزان کربنی که در آن ها به کار رفته است قابلیت خمکاری آن بررسی می شود. هر چه میزان کربن در فلزات بیشتر باشه خمکاری آن فلز سخت تر بوده و هرچه کمتر باشد خمکاری آن راحت تر صورت می گیرد.
به صورت کلی می توان گفت اگر کربن فلزات کمتر از یک دوم (۲/۱) باشد قابلیت خمکاری در شرایط عمومی یا به اصطلاح سرد را دارند و اگر کربن آن بیشتر از یک دوم (۲/۱) باشد باید خمکاری به صورت گرم کردن انجام بپذیرد. در ورق های آلیاژی آلومینیوم و ورق های روی خمکاری به صورت گرم انجام می شود.
همچنین ورق های فولادی با ضخامت پایین تر را می توان به کمک دست خم کرد و شکل داد به صورتی که در ابتدا با دست خم و سپس با ضربه چکش شکل دهی شود انجام گیرد. جهت جلوگیری از ترک فلز باید به آرامی با چکش به ورق فولادی ضربه وارد شود.
ورق های فولادی ضخامت بالا با دست خم نمیشوند و باید با استفاده از یک نیروی کمکی به آنها شکل داد و جهت جلوگیری از ترک خوردن به منظور محافظت از ورق بهتر است آن را در ابتدا گرم کرد.
از روش های گوناگون خم کردن می توان به موارد زیر اشاره کرد:
- خمکاری فلزات به صورت مستقیم
- خمکاری فلزات به صورت فلنج
- خمکاری فلزات به صورت منحنی
ابزارهای مناسب خمکاری
دستگاه های مناسب خمکاری در صنعت عبارتند از:
- دستگاه خمکاری دستی
- دستگاه خمکاری برقی
- دستگاه خمکاری هیدرولیکی و مکانیکی
- دستگاه خم کن ستونی
ابزارهای دستی خمکاری مانند چکش، انبر قفلی و گیره هستند که برای فلزات کم کربن با ضخامت و گرم پایین به کار میرود.
خمکاری ورق فولادی با استفاده از دستگاه CNC
امروزه با پیشرفت صنعت و مدرنیته شدن دستگاه ها، انواع خمکاری ورق ها، لوله ها و دیگر متریال های صنعتی توسط دستگاه های پرس CNC انجام می شود. این دستگاه های حجیم و پر قدرت به روش کنترل عددی با کامپیوتر عملیات خمکاری را از ضخامت چند میلیمتر تا قطعاتی به طول ۱۰ها متر را به صورت دقیق انجام میدهند.
مزایای استفاده از دستگاه خم CNC
- افزایش دقت و کاهش خطاهای نصب و مونتاژ قطعات
- رفع مشکل اساسی برگشت فنری در فلزات
- نامحدود در میزان طرح
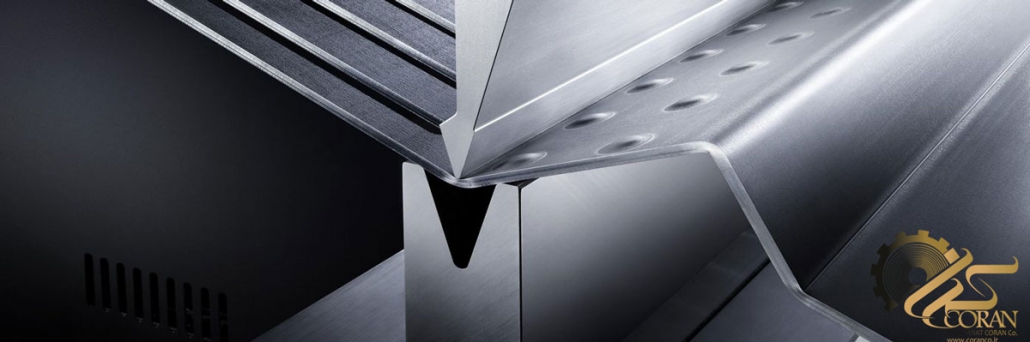
در دستگاه خمکاری CNC، ورق فلزی بین دو ابزار بالا یا پانچ و ابزار پایین یا سنبه قرار می گیرند و به وسیله فشار صفحات کنترل شده فلزات ثابت نگه داشته می شوند. به طور کلی انواع ورق ها با قرار گرفتن بر روی سمبه و وارد شدن فشار از طرف بالا در اشکال مختلف شکل می پذیرند.
قالب های خمکاری
قالب های خمکاری نیز مانند بقیه دستگاه ها در صنعت مورد استفاده زیادی قرار می گیرند و برای ساخت هر محصولی می شود از آن استفاده کرد. برای ساخت این قالب ها پارامترهایی مانند: ضخامت، نوع، اندازه ورق، تعداد قطعات و عمر قالب بسیار مهم می باشد.
قالب های خمکاری اشکال مختلفی دارند که به شرح زیر هستند:
- قالب خمکاری به شکل L
- قالب خمکاری به شکل U
- قالب خمکاری به شکل Z
- قالب خمکاری به شکل V
پارامتر یا مشخصه های مهم در خمکاری فلزات
برای طراحی خم کردن ورق های فولادی، طراحان باید دستورالعمل های مناسب دستگاه را بشناسند و از آن پیروی کنند. برخی از مشخصه های مهم عبارتند از:
- R : شعاع خم ( شعاع خم داخلی، متوسط و خارجی )
- T : ضخامت فلز
- X : طول ابتدای منطقه ی خم تا انتهای آن
- W : عرض ورق یا مقدار طول خم
خط خم: خط مستقیمی است که ابتدا و انتهای خم را مشخص میکند.
زاویه خم: اندازه گیری زاویه بین فلنج خم شده و موقعیت ورق اصلی نامیده می شود.
محور خنثی: قسمتی از فلز که کشیده و فشرده نشده است و بنابراین در یک طول ثابت باقی مانده است.
هزینه خمکاری آهن
هزینه خمکاری ورق های فولادی به عوامل متعددی همچون: نوع تجهیزات مورد استفاده، طرح، میزان استفاده و نوع دستگاه بستگی دارد.
نکات خمکاری ورق های فولادی:
- در خمکاری ورق فولادی ضخامت در اکثر موارد تغییر نمی کند تنها در صورتی ضخامت تغییر می کند که کشش زیادی روی ورق ایجاد شود.
- قبل از خمکاری باید مقدار فشار وارد شده توسط پانچ را با دقت محاسبه کرد و با در نظر گرفتن ضخامت ورق و شکل مورد نظر خمش صورت بگیرد. زیرا در غیر این صورت امکان چین خوردگی یا ترک خوردگی ورق وجود دارد و موجب ضرر می شود.
- ورق های فولادی، شمش ها و میله ها خاصیت ارتجاعی یا برگشت فنری پس از خم کردن دارند و ممکن است بعد از خمکاری زاویه خمش کمتر از زاویه خمکاری مورد نظر باشد.
- به فرآیند خمکاری در صنعت عملیات شکل دهی پرس برک نیز گفته می شود و دارای ابعاد و سایزهای متنوعی در بازار هستند.
- شعاع خمش ورق های فولادی بسته به کاربردها و مواد می تواند متفاوت باشد و توصیه می شود در تمام خم کاری ها از شعاع یکسان استفاده نمود.
- اگر با استفاده از نیروی ماهیچه می خواهید ورق ضخیمی را خم کنید می توانید از یک دستگاه حرارتی یا مشعل استفاده کنید و با وارد نمودن حرارت کم در قسمت خم، آن را به راحتی خم کنید. توجه داشته باشید در این روش میزان حرارت وارد شده را کنترل نمایید تا موجب ذوب و خراب شدن فلز نشود.
- هر چه مقدار شعاع خم و زاویه خم بیشتر باشد مقدار برگشت پذیری یا برگشت فنری بیشتر است.
- ضخامت ورق با قضیه برگشت فنری رابطه برعکس دارند به این صورت که هرچه ضخامت ورق بیشتر باشد برگشت فنری کمتر را شاهد خواهیم بود.
- در خمکاری ورق هایی که سوراخ دارند جهت جلوگیری از تغییرات ابعادی سوراخ، بایستی فاصله ای بین لبه سوراخ و شعاع خم وجود داشته باشد در غیر این صورت دایره به شکل بیضی می شود.
- در هنگام خمکاری از بست های محکم جهت جلوگیری از بلند شدن ورق در حین خمکاری یا ریکویل شدن استفاده نمایید.
- نا همسانگردی و رفتار متفاوت ورق در جهات متفاوت را گوش دار شدن ورق می نامند.
- انتخاب شعاع غیر مجاز، ایجاد تنش گسترده و کاهش ضخامت در خمکاری را گلوی شدن می گویند.
کلام آخر
ما در این مقاله سعی کردیم اصول خمکاری ورق فولادی را برای شما بیان کنیم. شرکت آریا صنعت کرن تولید کننده ی پروفیل تقویتی گالوانیزه(پروفیل یو)، پروفیل زد ، کرکره سینوسی ، کرکره ذوزنقه ، خدمات نوار بری :برش طولی و یا نواربری کلاف های سرد،گالوانیزه و رنگی از ضخامت ۰٫۳ الی ۲ میلیمتر وتبدیل به نوارهایی با حداقل عرض ۱۵ و حداکثر ۱۲۵۰ میلیمتر است. همچنین برای اطلاع از قیمت ورق سیاه ،ورق گالوانیزه ، ورق رنگی و ورق روغنی با کارشناسان ما در ارتباط باشید.

