



در مقاله ی بخش اول ۸ روش ورق کاری(خمکاری، فر کردن لبه، تابگیری ورق، اکسپندینگ، سجاف و درزبندی، هیدروفرمینگ، اتو کشی ورق، برش لیزری) را برایتان توضیح دادیم و کاربرد هر یک را به طور جداگانه برایتان شرح دادیم.
با ما همراه باشید تا با سایر روش های ورق کاری آشنا شوید.
ماشینکاری فتوشیمیایی
ماشینکاری فتوشیمیایی، که با عنوان فوتو اچینگ نیز شناخته میشود، یک فرایند خوردگی در شرایط کاملاً کنترل شدهاست که برای تولید قطعات فلزی پیچیده با جزئیات بسیار ریز از ورقهای فلزی استفاده میشود.
فتواچینگ (photo etching)، ماشینکاری فتوشیمیایی(photo chemical machining~pcm) یا شیمی فرز یک تکنولوژی پیشرفته و پرکاربرد یا به عبارتی تکنولوژی مادر است که بر اساس نورپردازی انجام شده و در بسیاری موارد جایگزین مناسبی برای پرسکاری سنبه_ماتریس، برش لیزر یا فرز کاری می باشد، مخصوصا مواقعی که تولید قطعات با تیراژ پایین و هندسه پیچیده یا تنوع بالا مورد نظر باشد. این جایگزینی از لحاظ تولید، زمان، دقت ابعادی و قیمت تمام شده، از اهمیت ویژه ای برخوردار است.
از جمله مزایای ماشینکاری فتوشیمایی این است که قطعات بعد از ماشینکاری هیچگونه تنش، پسماند حرارتی و مکانیکی ندارند. دقت ابعادی به خصوص در تولید قطعه هایی با ضخامت کم، بسیار بالا بوده، که با روش های دیگر غیر ممکن است.
از جمله معایب این روش نیز می توان دقت ابعادی پایین و مشکل بودن اچینگ روی قطعات با ضخامت بالا را نام برد.
پرفوراسیون یا سوراخکاری
سوراخکاری یک فرایند برش است که در آن سوراخهای ریز بسیاری نزدیک به هم در یک قطعه کار تخت، پانچ میشود. از ورق فلزی سوراخ دار برای ساخت طیف گستردهای از ابزارهای برش سطح، مانند رنده، استفاده میشود.
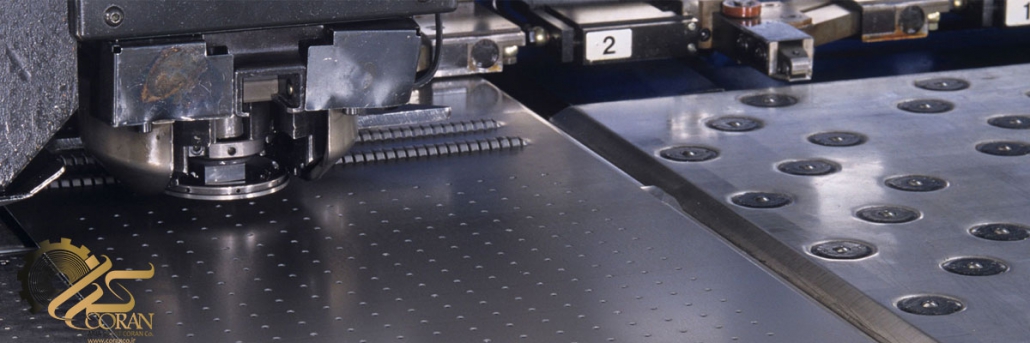
پانچینگ
پانچینگ یک فرایند شکلدهی فلزات است که در آن با استفاده از یک پرس پانـچ، به ابزاری به نام پانـچ نیرو اعمال می گردد.
تا وارد قطعه مورد نظر شود و با برش قطعه، یک سوراخ در آن حفر نماید. غالباً پانچ پس از عبور از قطعه و سوراخ کردن آن، به یک حفره جدید در زیر قطعه وارد میشود.
طی عملیات پانچینگ، یک تکه قراضه فلزی که از محل سوراخ بریده میشود، به داخل حفره جدیده میافتد.
بسته به نوع و جنس قطعهای که پانچ میشود،این قطعات قراضه ممکن است بازیافت شود، دوباره مورد استفاده قرار گیرد و یا دور ریخته شود.از انواع ابزارآلاتی که برای پانچ استفاده می شود می توان پانـچ هیدرولیک ورق را نام برد.
به عملیات پانـچ ورق، سوراخکاری ورق نیز گفته می شود.
رول فرمینگ

یک عملیات خمش مداوم برای تولید پروفیل باز یا لولههای جوش داده شده با طولهای زیاد یا مقادیر زیاد.
نورد و خمکاری ورق
در این روش قطعه خام از بین یک جفت غلتک عبور داده شده و ضخامت آن کاهش داده میشود. از نورد برای تولید ضخامت یکنواخت استفاده میشود. نورد بسته به دمای کاری به سه نوع تقسیم میشود:
نورد گرم (Hot rolling): دمای قطعه کار در این حالت بالاتر از دمای تبلور مجدد ماده است.
نورد سرد (Cold rolling): دمای قطعه کار در این حالت کمتر از دمای تبلور مجدد ماده است.
نورد گرم (Warm rolling): دمای کاری در این حالت بین دمای نورد سرد و نورد داغ است.
مهرزنی

مهرزنی یا استمپینگ شامل عملیاتهای مختلفی مانند پانچینگ، بلنکینگ، نقش برجسته زنی، خمکاری، لبه سازی و ضرب میشود. اشکال ساده یا پیچیده را میتوان با این روش با سرعت بالا تولید کرد. هزینه ابزار و تجهیزات در این روش زیاد بوده، اما هزینههای کارگر کم است.
برشکاری با واترجت

معمولاً قبل از اینکه قطعه ای توسط ورق کاری ساخته شود، ورقهای بزرگ به ورقهای کوچکتری برش داده و در اصطلاح یک قطعه یا ورق خام با ابعاد معین ساخته میشود. به این فرایند، برشکاری گفته میشود. ورقها با قرار گرفتن در معرض تنش برشی شدید، برش داده میشوند. این کار معمولاً توسط یک پانچ و قالب انجام میشود. عوامل اصلی مؤثر در برشکاری عبارتند از
- شکل سنبه و قالب
- سرعت حرکت سنبه
- روانکاری
- میزان لقی بین سنبه و قالب
فرایندهای برشکاری
در فرایند برش اگر تیغهها صاف باشند به آن برش (Shearing) گفته میشود. اگر تیغهها انحنا داشته باشند، این فرایندها اسامی خاصی خواهند داشت، برای مثال قطعه خام سازی (Blanking)، پیرسینگ (piercing)، شکاف زنی (notching) و پیرایش یا تریم کاری (trimming). با این حال از نقطه نظر طراحی ابزار و رفتار مواد، همه این موارد فرایندهای برش هستند.
سنبه زنی و بلنکینگ
متداولترین عملیاتهای برشکاری مورد استفاده سنبه زنی و قطعه خام سازی است. در سنبه زنی ورق پاره وسط ضایعات بوده و در قطعه خام سازی یا بلنکینگ ورق پاره نگه داشته شده و باقی ورق ضایعات میباشد.
اجزای اصلی مجموعه قالب فرایندهای پیرسینگ و بلنکینگ شامل پانچ، قالب، و صفحه پوست کن یا استریپر میشود. استریپر صفحه ای است که بالای قالب نصب میشود تا از بلند شدن ورق به سمت بالا در کورس برگشت پانچ جلوگیری کند. موقعیت صفحه استریپر و اندازه سوراخهای آن باید به گونه ای باشد که با حرکت افقی تسمه یا ورق ورودی یا حرکت عمودی پانچ تداخل نداشته باشد.
به صورت تئوری پانچ باید با لقی یکنواختی در داخل قالب فیت شود، به گونه ای که این لقی نزدیک به صفر باشد. پانچ در کورس حرکت به پایین خود نباید با قالب برخورد کند، بلکه باید دقیقاً زمانی که سطح پایینش با سطح رویی قالب همتراز شد متوقف شود. در عمل اما، لقی بین پانچ و قالب در حدود ۵ تا ۷٪ ضخامت ورق ورودی در نظر گرفته شده و پانچ تا حدودی به قالب برخورد میکند.
اگر وجه پانچ کاملاً عمود بر محور حرکت باشد، کل محیط به صورت همزمان بریده میشود. با ایجاد شیب ملایمی بر روی وجه آن نیروی مورد نیاز برش به شدت کاهش مییابد. به این شیب زاویه ریک (Rake angle) میگویند. برش به این طریق مانند برش با قیچی معمولی پیش رونده خواهد بود. افزودن زاویه ریک باعث افزایش کورس دستگاه میشود اما از طرفی باعث کاهش زیاد نیروی مورد نیاز برش میشود و کمک میکند با یک دستگاه موجود بتوان ورقهایی ضخیمتر و قوی تر را نیز برش داد.
برای ایجاد یک مجموعه قالب (Die set) جدا میتوان پانچها و قالبها را بر روی یک هولدر پانچ و کفشک قالب جدا نصب کرد. هولدر و کفشک به صورت دائمی تراز میشوند و توسط دو یا تعداد بیشتری گاید پین هدایت میشوند. با تراز پانچ و قالب از قبل، و پیچ کردن آنها به مجموعه قالب، میتوان به راحتی یک واحد کامل را در داخل پرس نصب کرد. این کار میتواند زمان تعویض قالب را به مقدار زیادی کاهش دهد. به علاوه زمانی که دیگر به یک مجموعه قالب خاص نیاز نبود به راحتی میتوان آنها را تعویض کرد و یک مجموعه قالب جدید را در داخل مجموعه هولدر و کفشک نصب کرد.
طیف گستردهای از مجموعه قالبهای استاندارد از پیش طراحی شده در بازار موجود است، که به آنها قالبهای مدولار یا ساب پرس گفته میشود. این قالبهای ساب پرس اغلب میتوانند بر روی بستر پرس مونتاژ و ترکیب شوند تا قطعات بزرگ را سوراخ یا خالی کنند که در غیر این صورت به مجموعه قالبهای پیچیده بزرگ و پرهزینه نیاز بود. حرکت رو به پایین پرس باعث فعال شدن مکانیزم این ساب پرسها شده و انواع مختلفی از سوراخها و شیارها ایجاد میشود که هر کدام در فاصله مناسبی از یکدیگر هستند.
معمولاً قالبها و پانچها را از فولادهای اعوجاج پایین یا فولادهای ابزاری سخت شونده در هوا میسازند تا بتوان پس از ماشینکاری آنها را با حداقل اعواج و تاب برداشتگی، سخت کاری کرد.
بسیاری از قطعات به چندین عملیات از نوع برش نیاز دارند که اغلب مطلوب است قطعه با هر کورس پرس تکمیل گردد. برای انجام این کار انواع مختلفی از قالبها طراحی شدهاست. مجموعه قالب پروگرسیو یا پیش رونده یکی از انواع این قالبها است. در واقع، این قالبها شامل دو یا چند مجموعه پانچ و قالب هستند که به صورت پشت سر هم نصب میشوند. ورق خام ابتدا وارد اولین قالب میشود و با پایین آمدن سنبه، سوراخی در ورق ایجاد میشود. با بالا رفتن سنبه، ورق یک مرحله پیش روی میکند و سوراخ در زیر پانچ بلنکینگ قرار میگیرد. در مرحله دوم پایین آمدن سنبه، پین هدایتی که به آن پایلت (pilot) میگویند وارد این سوراخ میشود. این کار باعث اطمینان از قرارگیری ورق در محل صحیح میشود. با ادامه این چرخه، با هر بار پایین آمدن سنبه، سوراخ یا طرح جدیدی در ورق ایجاد شده و ورق یک مرحله به پیش میرود تا نهایتاً یک قطعه کامل تولید گردد.
برش با قالب
فرایند برش با قالب میتواند شامل عملیاتهای زیر باشد:
- سوراخ کردن: ایجاد تعدادی سوراخ بر روی ورق.
- تقسیم کردن: برش ورق به دو یا چند قسمت مختلف.
- شکاف زنی: ایجاد شکاف با هر نوع شکلی بر روی لبه ورق.
- لنسینگ: ایجاد شیاری که ماده ای از قطعه جدا نمیکند. لنسینگ در حقیقت نوعی فرایند پیرسینگ است.
ورقهای سوراخ کاری شده معمولاً در ساخت قطعاتی مانند صافیها، فیلترها، حفاظهای ماشین آلات و در کاهش ورن قطعات کاربرد دارند. این سوراخها میتواند از ۱ میلیمتر تا ۷۵ میلیمتر قطر داشته باشد و نرخ سرعت تولید آنها با پرسهای میل لنگی حتی میتواند به ۳۰۰ هزار سوراخ در دقیقه نیز برسد.
برش تمیز
ایجاد و برش قطعه به روش برش تمیز یا فاین بلنکینگ. در این روش یک برجستگی V-شکل بر روی صفحه فشارنده یا صفحه نگهدارنده وجود دارد که به داخل قطعه فرومیرود و از حرکت جانبی آن جلوگیری میکند. با حرکت یک پانچ از بالا و یک پانچ از پایین قطعه فشرده شده و سپس هر دو با هم پایین میآیند و طرح را از ورق برش میدهند تا یک قطعه با لبه صاف و تمیز ایجاد گردد.
توسط فرایند برش تمیزمیتوان به قطعاتی ورقی با لبههایی با دقت بالا و گوشههایی کاملاً مربعی دست پیدا کرد. اگر تمام فرایند برش در یک محیط فشاری انجام شود، از شکست ناگهانی جلوگیری شده و درصد نسبی لبه صاف (که به دلیل تغییر شکل ایجاد میشود) افزایش خواهد یافت. بالاتر از حد خاصی از فشار، هیچ شکستی رخ نخواهد داد و تمام لبه قطعه صاف خواهد بود. یکی از روشهای ایجاد محیط فشاری یا تراکمی، استفاده از روش برش تمیز یا Fine blanking است. در روش برش تمیز، یک برآمدگی V-شکل در صفحه نگهدارنده (یا صفحه فشار)، در محلی که کمی خارج از کانتور برش است، ایجاد شدهاست. با اعمال فشار به صفحه نگهدارنده، این برآمدگی به داخل ورق فرومیرود، و از حرکت جانبی آن جلوگیری میکند و منطقه ای که قرار است بریده شود را فشرده میکند. سپس با حرکت یک جفت پانج منطبق، قطعه از بالا و از پایین فشرده میشود و با حرکت همزمان به سمت پایین، محل مورد نظر کاملاً از ورق بریده میشود. لقی سنبه و قالب در این روش میتواند یک دهم لقی روش سنتی برش به روش blanking یا ۰٫۵٪ ضخامت ورق باشد. در این حالت لبههای برش خورده کاملاً صاف و مستطیلی است (شیب آن کمتر از ۰٫۵ درجه است).
قطعات ساخته شده به روش برش تمیز معمولاً ضخامتی کمتر از ۶ میلیمتر دارند، اما قطعاتی تا ۱۹ میلیمتر نیز به این روش ساخته میشوند و شکل محیطی قطعات ساخته شده به این روش معمولاً پیچیدهاست. دقت ابعادی قطعات ساخته شده به این روش معمولاً در محدوده ۰٫۰۲۵ میلیمتر بوده، و میتوان عملیاتهای ایجاد سوراخ، شیار یا خمکاری را به صورت جزئی از عملیات برش تمیز درآورد. به این روش میتوان حتی سوراخها و شبکههایی با قطر و اندازه ای کوچکتر از ضخامت ورق ایجاد کرد. از آنجایی که قطعات از دو طرف فشرده میشوند، صافی قطعه کاملاً حفظ میشود. معمولاً نیازی به پرداخت لبه اضافی نیست و معمولاً افزایش سختی کرنشی ایجاد شده در حین فشرده سازی ورق باعث افزایش مقاومت به سایش قطعه میشود. نرخ تولید به این روش بین ۱۰ تا ۶۰ قطعه در دقیقه متغیر است.
برای عملیات برش تمیز اما، نیاز به یک پرس مکانیکی یا هیدرولیکی سه عمله (Triple-action) است. نیروی مورد نیاز عملیات برش تمیز حدود ۴۰٪ بیشتر از بلنکینگ معمولی از همان کانتور است و به دلیل وجود بیرون زدگی V-شکل لازم است فاصله بیشتری بین هر دو قطعه داده شود. هزینههای اضافی باید با کاهش در عملیات ثانویه، مانند سوراخکاری، برقوکاری، سنگ زنی یا ماشینکاری دیگر جبران شود.
چاک دهی
فرایند برشکاری، مانند کنسرو بازکن، میتواند توسط یک جفت تیغه دایره ای شکل نیز انجام شود. به این فرایند برشکاری، چاک دهی میگویند. برشهای ایجاد شده توسط این روش معمولاً دارای لبه برجسته تیز میباشد که به این لبه برجسته تیز در ورق کاری پلیسه میگویند. این لبه تیز را با نورد میتوان مسطح کرد.
قالب خطکش فولادی
همانطور که کاغذ و چرم را میتوان با قرار دادن در کنار خطکش برید، فلزات نرم را نیز میتوان توسط یک خطکش فولادی برش داد. این خطکش فولادی یک قالب بوده و Steel-rule die یا قالب خطکش-فولادی خوانده میشود. جنس این قالبها از فولاد سختکاری شده بوده و با فشار دادن آن توسط پرس بر روی ورق آن را برش میدهند.
زبانه زنی
در فرایند زبانه زنی، دستگاهی به نام Nibbler یا زبانه زن، یک سنبه صاف کوتاه را با سرعت زباد به داخل یک قالب بالا و پایین میبرد. ورق به سمت آن هل داده شده و تعداد زیادی سوراخ همپوشانی بر روی آن ایجاد میشود. با کنترل دستی یا اتوماتیک میتوان هر نوع شکل مورد نیازی را برش داد.
قیچیکاری
برای بریدن ورقها از انواع قیچیهای دستی، اهرمی و ماشینی کمک میگیرند. قیچیکاری یکی از فرایندهای برشکاری مکانیکی است. به وسیله قیچی میتوان انواع ورقها، میلهها و شمشها را برید. عمل برش به وسیله قیچی شبیه برشکاری با قلم است؛ با این تفاوت که در قیچیکاری تیغهها که در طرفین قطعه قرار گرفتهاند، به وسیله نیروی دست یا ماشین از کنار هم عبور داده میشوند و عمل برش انجام میپذیرد.
برشکاری به وسیله قیچی (قیچی کردن) عبارت است از بریدن یا قطع کردن بدون براده برداری به وسیله دو تیغه بُرنده گوهای شکل که مخالف جهت یکدیگر حرکت میکنند و از کنار یکدیگر میگذرند.
هنگام برشکاری با قیچی معمولاً باید بین دو تیغه قیچی مقداری فاصله وجود داشته باشد که در اصطلاح آن را «لقی» میگویند. این فاصله از سویی موجب میگردد که تیغهها با هم اصطکاک نداشته باشند و از سوی دیگر، برشکاری را آسان میکند. لقی بین دو تیغه به ضخامت و جنس قطعه کار بستگی دارد که معمولاً آن را در حدود۱/۲۰ ضخامت قطعه کار در نظر میگیرند.
کلام آخر
شرکت آریا صنعت کرن تولید کننده ی پروفیل تقویتی گالوانیزه(پروفیل یو)، پروفیل زد ، کرکره سینوسی ، کرکره ذوزنقه ، برش طولی و یا نواربری کلاف های سرد،گالوانیزه و رنگی از ضخامت ۰٫۳ الی ۲ میلیمتر وتبدیل به نوارهایی با حداقل عرض ۱۵ و حداکثر ۱۲۵۰ میلیمتر است.

